Estación de trabajo con PLC Siemens.

Concluimos la implementación de un nuevo proyecto para la industria automotriz. Los elementos importantes que integran este proyecto son PLC Siemens, Neumática, Sensórica y Control. Descubre los detalles más sobresalientes de esta estación de trabajo con PLC Siemens.
No cabe duda que tener conocimientos en programación de PLCs te da la posibilidad de formar parte de proyectos de automatización únicos. La programación de PLCs Siemens te abre las puertas a un nuevo mundo de oportunidades laborales.
Recientemente se hizo la entrega de una estación de trabajo para líneas de ensamble de autopartes en el ramo automotriz. La participación de ingenieros con experiencia en áreas como diseño, manufactura y programación, ha permitido lograr con éxito la implementación de este proyecto.
¿Cuáles fueron los elementos importantes del proyecto?
1.- Diseño.
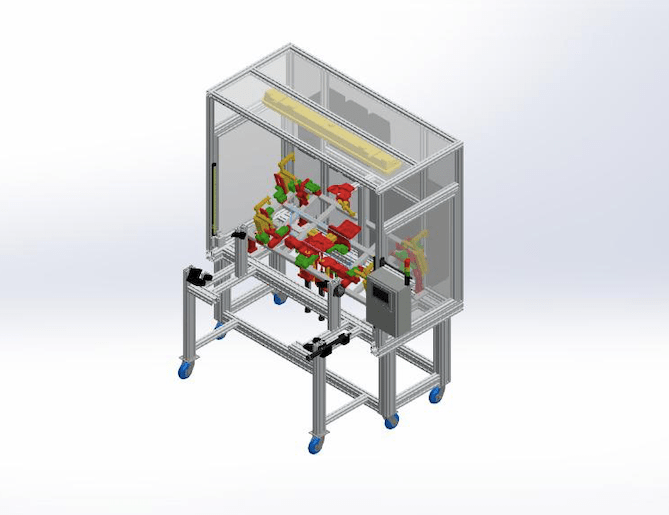
Antes de iniciar con la manufactura, montaje eléctrico y programación, primero fue importante contar con el diseño de la estación de trabajo. Cumplir con las necesidades, los estándares y la funcionalidad de la estación a través de un diseño en CAD ahorra tiempos en retrabajos.
Si se logran diseñar los detalles más sutiles y hacer simulación de funcionamiento, se van corregir muchos errores antes de la fabricación. Así se garantiza que en la etapa de manufactura e implementación no habrá complicaciones mayores.
2.- Rutinas.
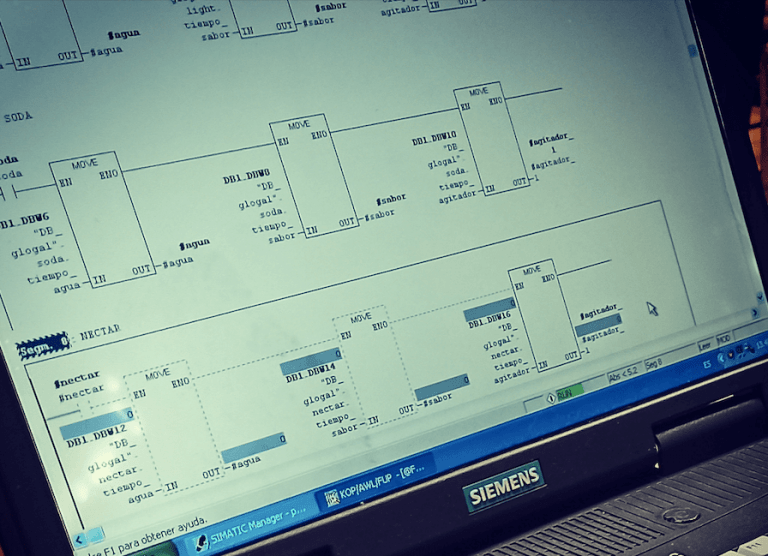
Tener bien identificadas las rutinas de la estación de trabajo. Esto se logra haciendo la pregunta ¿para qué se va a fabricar la estación? Responder esta pregunta con el más mínimo detalle, ayudó al programador del PLC Siemens a tener claro los objetivos del programa principal. Tomando en cuenta todos los elementos tanto de funcionamiento como de seguridad.
Sensores, actuadores, botones, pantallas, etc. y más elementos de entrada y salida, deben ser identificados desde la etapa de diseño de la estación de trabajo. De esta manera se facilita el trabajo del programador, visualizando cuáles serán los elementos que se van a involucrar dentro del programa.
3.- Manufactura y pruebas.
De acuerdo a la experiencia que tenemos implementando estaciones de trabajo. Aún y con un diseño en CAD sofisticado, la etapa de manufactura va a tener diversos errores que se deben ir solucionando. Claro que se logran minimizar los errores más graves cuando se ejecuta desde el comienzo un diseño impecable, pero un proyecto nunca estará exento de mejoras durante su fabricación.
Hacer pruebas en el montaje, es de gran ayuda para identificar los errores que se pueden presentar en las siguientes etapas de fabricación.
Por ejemplo, ejecutar el programa del PLC con los elementos principales de entrada y salida, antes de ser montados en la estación, le permite al programador conectar y desconectar, poner y quitar, subir y bajar, etc. Una vez corregidos los detalles del programa en el PLC se procede a montar y probar nuevamente.
Lectura recomendada: Bloques FB y FC en Tia Portal.
4.-Prueba en piso.

La prueba en piso es cuando la estación de trabajo ya está montada en la fábrica del cliente. Esta etapa es de las más importantes, ya que todas las pruebas que se hicieron en el área de manufactura pueden presentar errores una vez montada la estación de trabajo. ¿Por qué?
En ocasiones, al hacer la integración con el sistema de software principal del cliente, no se logran sincronizar reportes. En ocasiones el sistema neumático de la fábrica tiene características diferentes al que se utilizó en la etapa de manufactura. La usabilidad por parte del operario tiene ciertas variaciones ya en la producción real.
Esto implica que el programador del PLC deberá hacer ciertos ajustes en el programa del controlador lógico. Corregir parámetros como la velocidad de giro de motores, control de señales de sensores, corrección en una cámara de visión, por mencionar algunos ejemplos.
Conclusión: Estación de trabajo con PLC Siemens.
Manufacturar estaciones de trabajo para la industria demanda ingenieros con capacidades y conocimientos diferentes. En esta estación de trabajo estuvieron involucrados personal con conocimientos en:
- Programador de PLCs Siemens.
- Diseñador mecánico.
- Diseñador eléctrico.
- Pailería.
Así como esta Estación de trabajo con PLC Siemens, hay muchos otros proyectos industriales donde solicitan especialistas en áreas muy específicas. Una de las especialidades que sigue creciendo en demanda es la de Programador en PLCs, ya sea de PLCs Allen Bradley, PLCs Siemens o PLCs Mitsubishi, por mencionar algunos.
Contar con conocimientos en PLCs y otras disciplinas, te ayudará a mejorar tu futuro profesional.
Otros enlaces que deberían interesarte:
- Este es el sitio para aprender PLC Siemens y Automatización.
- Qué significa el formato DC3 para la industria.
Deja un comentario
Otros artículos que pueden interesarte